
側板用木枠の余分な溝にカリンの端材を使って埋め木をしました。

埋め木の余分を鉋で削って面一に。

木枠を仮に組み立てると直角が出ていなかったので、鉋で修正しました。角材は元々、24ミリ角でしたが、21ミリまで削ってやっと真っ直ぐになりました。

これで側板用木枠2点の直角が出ました。次は背板の加工に進みます。
Making A Cupboard — Part 9へと続く。
Making A Cupboard — Part 7に戻る。
側板用木枠の余分な溝にカリンの端材を使って埋め木をしました。
埋め木の余分を鉋で削って面一に。
木枠を仮に組み立てると直角が出ていなかったので、鉋で修正しました。角材は元々、24ミリ角でしたが、21ミリまで削ってやっと真っ直ぐになりました。
これで側板用木枠2点の直角が出ました。次は背板の加工に進みます。
Making A Cupboard — Part 9へと続く。
Making A Cupboard — Part 7に戻る。

Suzuki HUSTLERでの走行距離が急増した今年は、エンジンオイルとフィルターの交換が3度目になります。今回もドレンプラグを緩めるのに苦労しました。14ミリのプラグが滑ているかもしれません。

ペール缶で購入したPENNZOIL GOLD 0W-20も残り僅かになりました。

今回も廃油は近くのガソリンスタンドで引き取ってもらいました。
総走行距離:87,356km
前回交換時からの走行距離:4353.7km

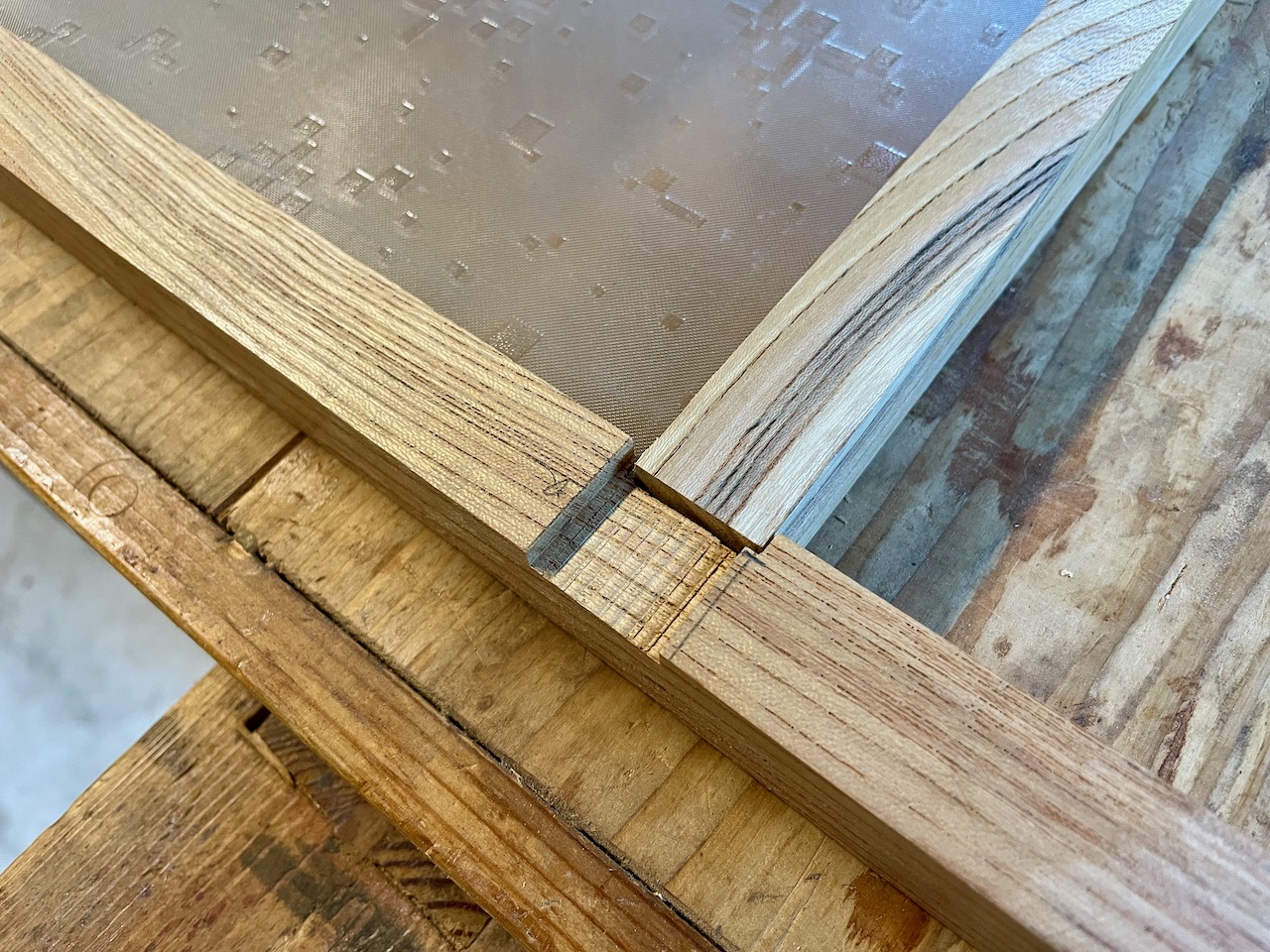
側板用木枠で誤って切り欠きを入れてしまった部分に埋め木をします。埋め木に使用した端材はブビンガ。

こちらの埋め木はカリンの端材だったと思います。

色が異なる埋め木をすることで、失敗した欠点をデザインの特徴的利点に変えることができます、多分。

左が上で右が下になりますが、下の方に隙間があります。この部分にも埋め木をする予定です。

二枚の側板が8割ぐらいはできました。未完成なのでまだ組み立てていません。背板も板ガラスを使用する予定であり、側板の木枠に溝を切る必要があります。
Making A Cupboard — Part 8へと続く。
Making A Cupboard — Part 6に戻る。

もう片方の側板用木枠を加工しました。

珍しく向きを間違えずに加工できたと安堵していると、

ここで大きなミスをしでかしました。私は三次元の立体把握を大の苦手としていますが、二次元の平面でも向きを逆にすることがよくあります。特に今回のように、ガラスを使って加工する場合、仕上がった部位から順に組み立てることができないので、正しい立体把握がますますしづらくなります。
深さ5ミリの切り欠きを入れた面が間違っている。これまでなら、材にゆとりがあれば間違った部材を作り直していましたが、今回は埋め木をしてそれをデザインの一部にしようと企んでいます。
Making A Cupboard — Part 7へと続く。
Making A Cupboard — Part 5に戻る。

予定を少し変更して背板ではなく、側板の木枠を先に加工することにしました。この時点では側板の短辺側はまだ溝を切っていません。長辺側の枠とどのように接合するか思案中。

短辺側にも溝を切り、長辺側とは得意の相欠きで接合することにしました。

溝の穴は後で埋め木する予定です。
Making A Cupboard — Part 6へと続く。
Making A Cupboard — Part 4に戻る。

栗材の木枠はやはり25ミリ角で行こうと、同じ長さの角材を4本、テーブルソーで切り出しました。よく見ると切り出した角材は反っているので、修正します。

中央部分が弧を描くように迫り上がっている。墨線を引いて、平鉋で削りました。この後、テーブルソーでさらに微調整して反りを修正しました。反りを修正した時点で角材の木枠は24ミリ角になりました。
3ミリの溝切りカッターで深さ5ミリの溝を4本の角材に切りました。

磨りガラスを溝に入れて問題がないか確認中。

問題なさそうなので、次回は背面の磨りガラスを入れる溝を切る予定です。
Making A Cupboard — Part 5へと続く。
Making A Cupboard — Part 3に戻る。

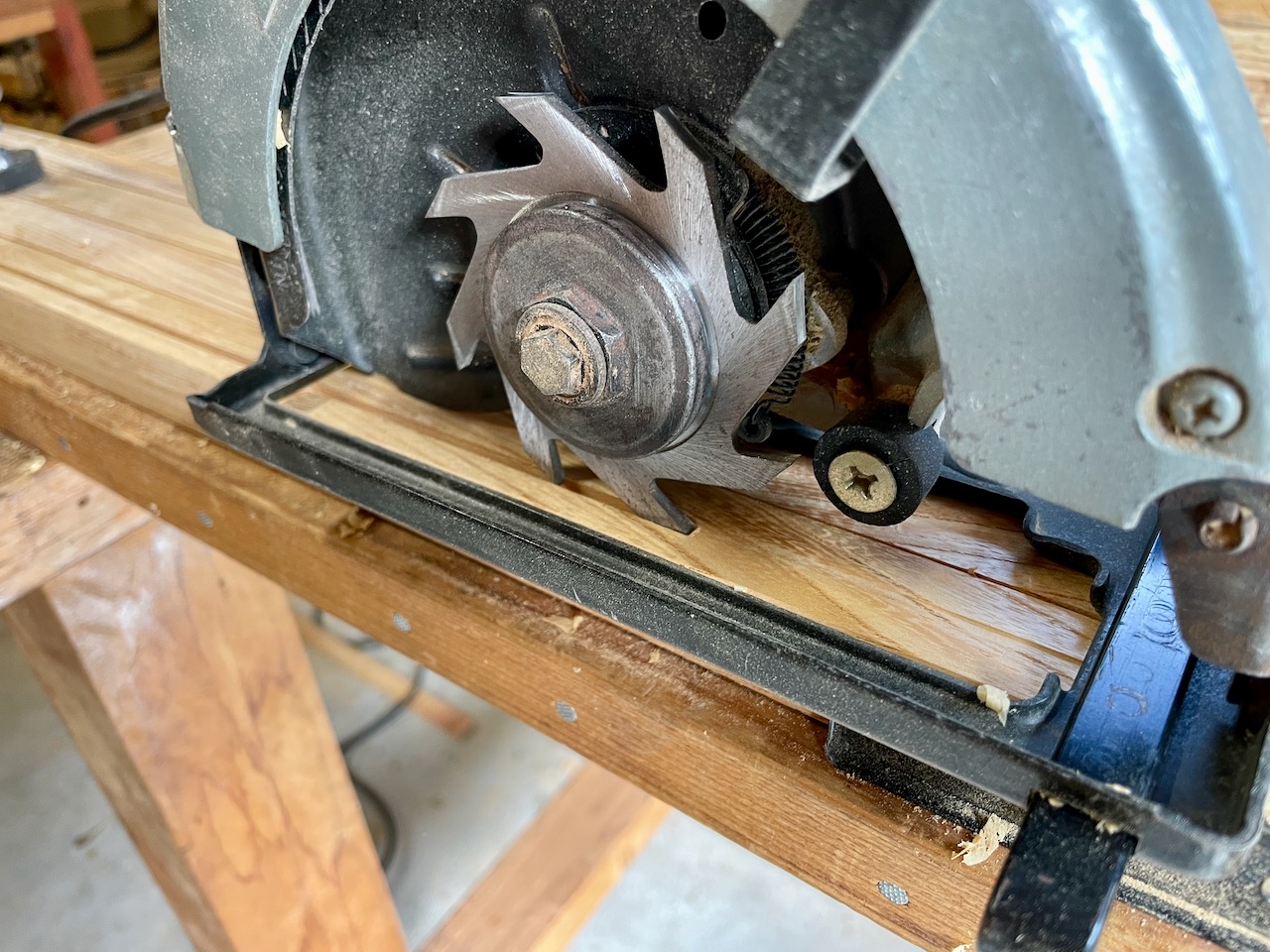
栗の板材に幅3ミリ、深さ5ミリの溝を切ってみました。

幅3ミリの溝切りカッターをHITACHI C-6BAに装着して溝を切るのは初めてですが、問題なさそうです。
Making A Cupboard — Part 4へと続く。
Making A Cupboard — Part 2に戻る。
ガラス戸に使われていた木枠を解体し、薪サイズに切断しました。厚みが2ミリの磨りガラスの大きさを測定してから食器棚の略図を作成しました。

大西製材所で入手した栗の板材から25ミリ角の角材を自作テーブルソーで試しに縦挽きしました。木材博物館によるとクリの気乾比重は0.60で強度は硬いとなっていますが、この特定のクリの特性なのか、最近よく使う同じ気乾比重0.60のヤマザクラと比べると軟らかいと感じました。25ミリ角では強度に問題が発生しそうなので、木枠は30ミリ角に変更しようと考えています。
Making A Cupboard — Part 3へと続く。
Making A Cupboard — Part 1に戻る。

こまそうさんから頂いた杉の角材と曲線定規を使って、砥石台を作りました。曲線は一部だけになりますが。

足となる二本の角材を接着中。曲線部分はすでに小型の反り台鉋で加工済みです。

足の余分を切断し、全体にサンドペーパーを掛けてから亜麻仁油を塗布しました。

載せるのはこの人造砥石。これまで専用の砥石台を用意していなかったので、面直しをする際に砥石が動いて困っていました。画像を見るだけて中央部分が凹んでいるのがわかるほど、反っている。
人造砥石は使用する前に砥石ごと水に浸ける必要があり、木製の砥石台から容易に砥石が外れなければなりません。
Making Whetstone Bases — Part 14へと続く。
Making Whetstone Bases — Part 12に戻る。

安曇川藤樹の里道の駅で入手した年代物の裁断機を調整しました。金属部品の錆落としは二台目ですが、今後、同じような裁断機を入手することはないだろうから、これが最後と思っています。

刃は取り外してから磨きました。ナットの締め付け具合がゆるかったので増し締めしておきました。鋏ではないので刃を分解しても切れ味が変わることはない。前回に気付いたのですが、可動部分の刃が円弧を描いている。
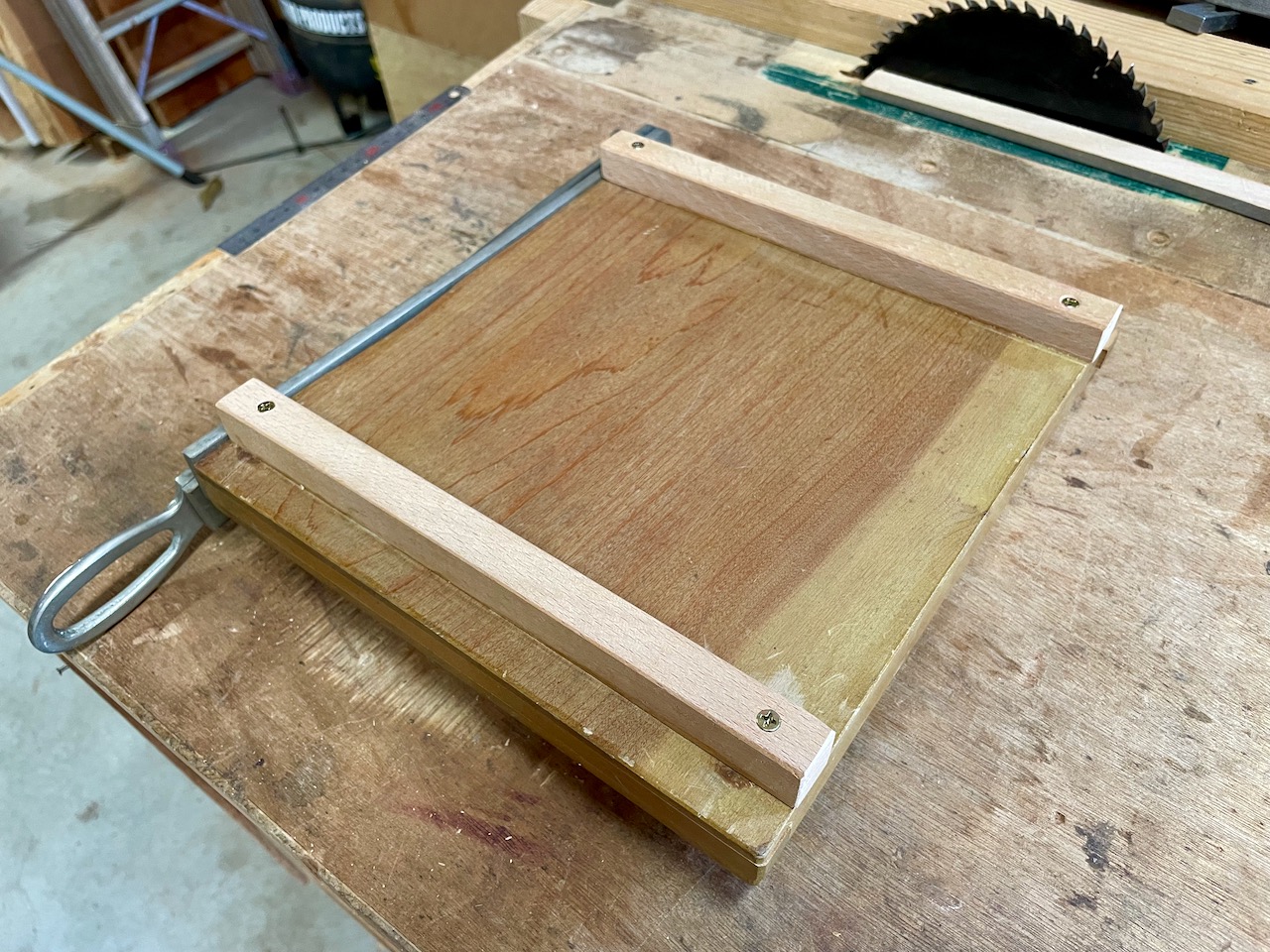
足の部分が劣化していたので取り除いて、代わりに樹種不明の廃材を加工した角材を取り付けました。

廃材を加工した角材はやはりミズナラのような気がします。

逆目になる原因を探るため、加工した桜一枚板を平面出ししてから9ミリ角のブランクを作りました。板は完全な平面にはなっていませんが、この程度で大丈夫でしょう。

箸製作用治具に載せて平鉋で削ったところ、逆目にならずに綺麗に削れることを確認しました。仮説が正しかったようです。

途中で木目が変わる唯一無二の箸が完成しました。販売できるレベルの仕上がりです。
Making Chopsticks — Part 24へと続く。
Making Chopsticks — Part 22に戻る。

大きく反っている桜の板からブランクとなる9ミリ角の角材を自作のテーブルソーで加工しました。加工したブランク6本(3膳分)を治具を使って箸の形状になるように鉋で削ると、6本とも端っこの同じ位置で逆目になってすべて没になりました。
桜は加工性が良いはずですが、なぜ同じ位置で逆目になるのか?これまでと違う方法でブランクを加工をしていないか考えてみました。これまでは板材の状態で平面出しをしてからテーブルソーで縦挽きして9ミリ角のブランクを作っていました。
今回は横着して大きく反った状態の板をテーブルソーで縦挽きして強引に角材に加工しました。出来上がる角材は弓のように反ったままなので、まずは10ミリの角材にしてから縦挽きする切断面を変えて、端っこの方と中心部分だけさらに1ミリ切断するという方法です。
切り出したブランクの長さが250ミリほどあったので、片方だけ10ミリほど切断してから治具に載せて鉋で削ったら、切断しなかった方の端っこに逆目が出たということではないだろうか。
木目を読むのは本当に難しい。やはり今回のような経験を重ねて初めてわかることかもしれません。上の仮説は間違っているかもしれないので、次回は同じ板を使い、板の状態で平面出しをしてからブランクを切り出してみよう。
Making Chopsticks — Part 23へと続く。
Making Chopsticks — Part 21に戻る。