
インサートプレート方式に変更後、切断した小さな木片が丸鋸回転部に落下することはなくなりましたが、木粉はほぼ全て刃の周囲にある隙間から落下します。そこで、木粉を受ける棚を取り付けることにしました。上からの荷重はほとんどかからないので、棚受け材の取り付けはそれなりに。

テーブルソー製作の難易度:5段階で4
インサートプレート方式に変更後、切断した小さな木片が丸鋸回転部に落下することはなくなりましたが、木粉はほぼ全て刃の周囲にある隙間から落下します。そこで、木粉を受ける棚を取り付けることにしました。上からの荷重はほとんどかからないので、棚受け材の取り付けはそれなりに。
テーブルソー製作の難易度:5段階で4

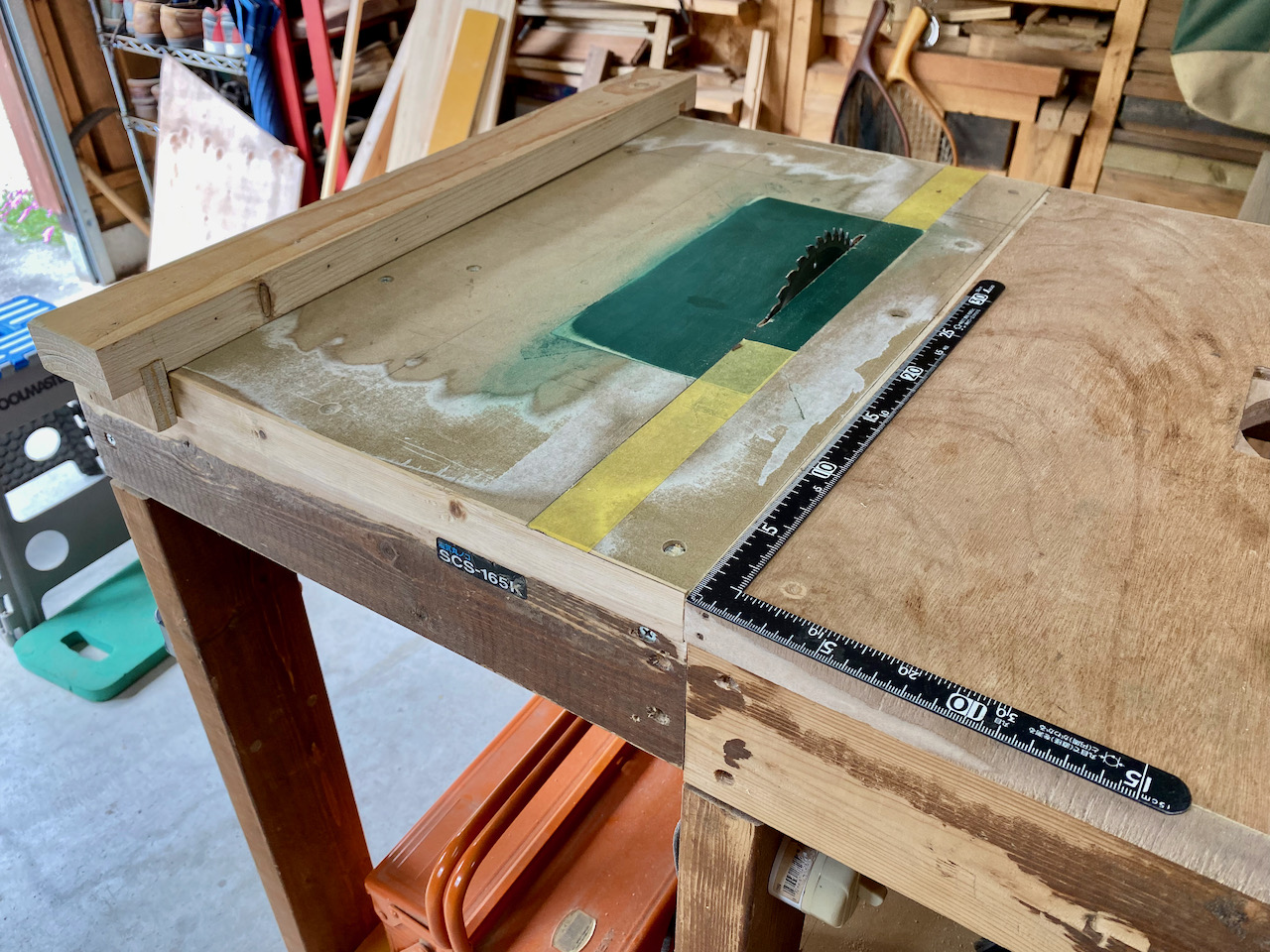
150ミリの定規を天板フレームに埋め込むため、深さおよそ2ミリの溝をトリマーで切削しました。定規の右端と丸鋸の刃(左側)が同じ線上に来るようにしてあります。

定規は両面テープで天板フレームに固定。定規は二つ、取り付けましたが、手前の定規は特に段差が生じないように注意。

フェンスの位置で切断する材の有効幅となります。

トリマーテーブル用のフェンスも厚みのある集成材で作り直しました。

フェンスが二つになりましたが、どちらも直角が出ています。次回は定規をテーブルソーの天板に取り付けます。

微妙に直角が出ていない天板を修正する前にプッシュスティックを製作しました。材を送る際に使用するものであり、怪我を未然に防ぎます。プッシュスティックはもう一本、あった方がさらに安全です。

天板のフレームを新たに製作したものと交換し、フェンスも作り直しました。新しいフェンスには合板ではなく、真っ直ぐで厚みのある無垢材を使用しました。

天板フレームを調整することにより、どちら側からも直角になりました。

テーブルソー用のフェンスを製作し、試し切りしましたが...
丸鋸の刃とフェンスが完全に平行ではないのか、指矩を当てると直角が出ていない。原因は直角ではなかったトリマーテーブルの天板を延長したことにあります。それでも大体、真っ直ぐに切れるので、これで妥協するかどうか思案中。

斜めお向かいさん別荘宅の裏庭に製作していた独立型ウッドデッキが完成しました。手摺と柱に使用した丸太は、2017年の台風21号による被害で倒れた、樹齢50年近くの杉と桧。桧の樹皮を剥いていると、なんと樹皮の表層近くで食事中のシロアリを見つけました。耐水性があり、虫害にも耐える能力があると思っていた桧も、倒れて土に接している状態だとシロアリ被害に遭うということです。幸いにも木材の内部までは被害が及んでいなかったので、手摺と柱して使用することができました。
丸太の手摺はノッチ加工を必要最小限にして、10ミリ径の鉄筋ボルトを柱と手摺に埋め込むようにして固定してあります。実際には固定しているというより丸太の重みで安定させている。柱はチェンソーで切り欠き加工を施し、床の幕板にビスで固定。地面に接しないよう、浮かせてあります。

刃の周囲にあった大きな隙間をなくすため、インサート方式に仕様変更します。

天板裏側に受け材を取り付けました。

丸鋸本体を取り付けるとモーター部分が新たに取り付けた受け材と干渉したので、干渉する部分をカット。

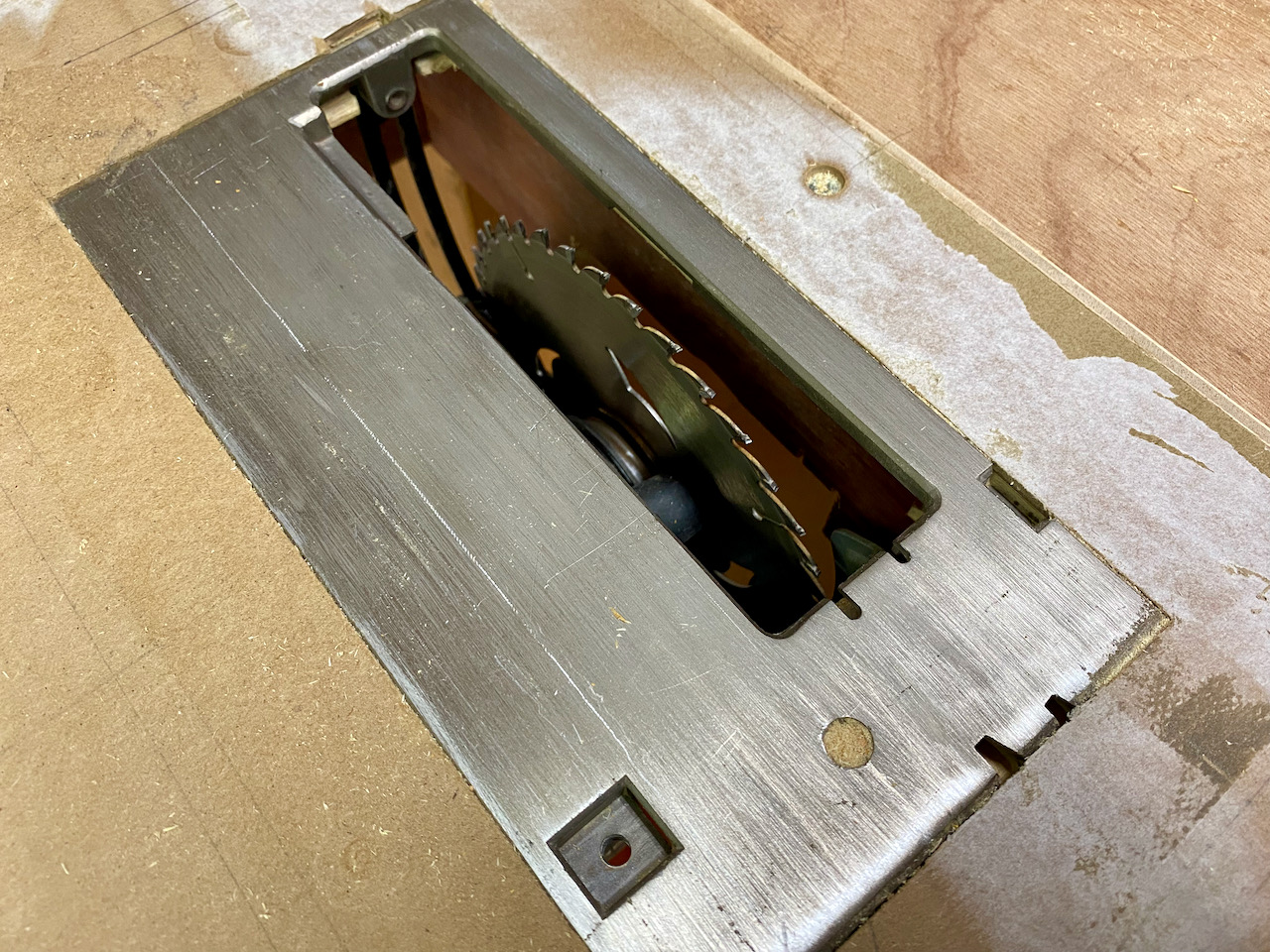
それでも目一杯、刃を出して45ミリぐらいで、角度調整不可ではありますが、これで十分。ゼロクリアランスではありませんが、刃の周囲にあった隙間がなくなり、小さな木片が隙間から落下することがなくなりました。切削粉は落下します。
丸鋸本体をベースに取り付けて、試し切りしました。

材を送る手前側でベースと天板が面一になっていない。
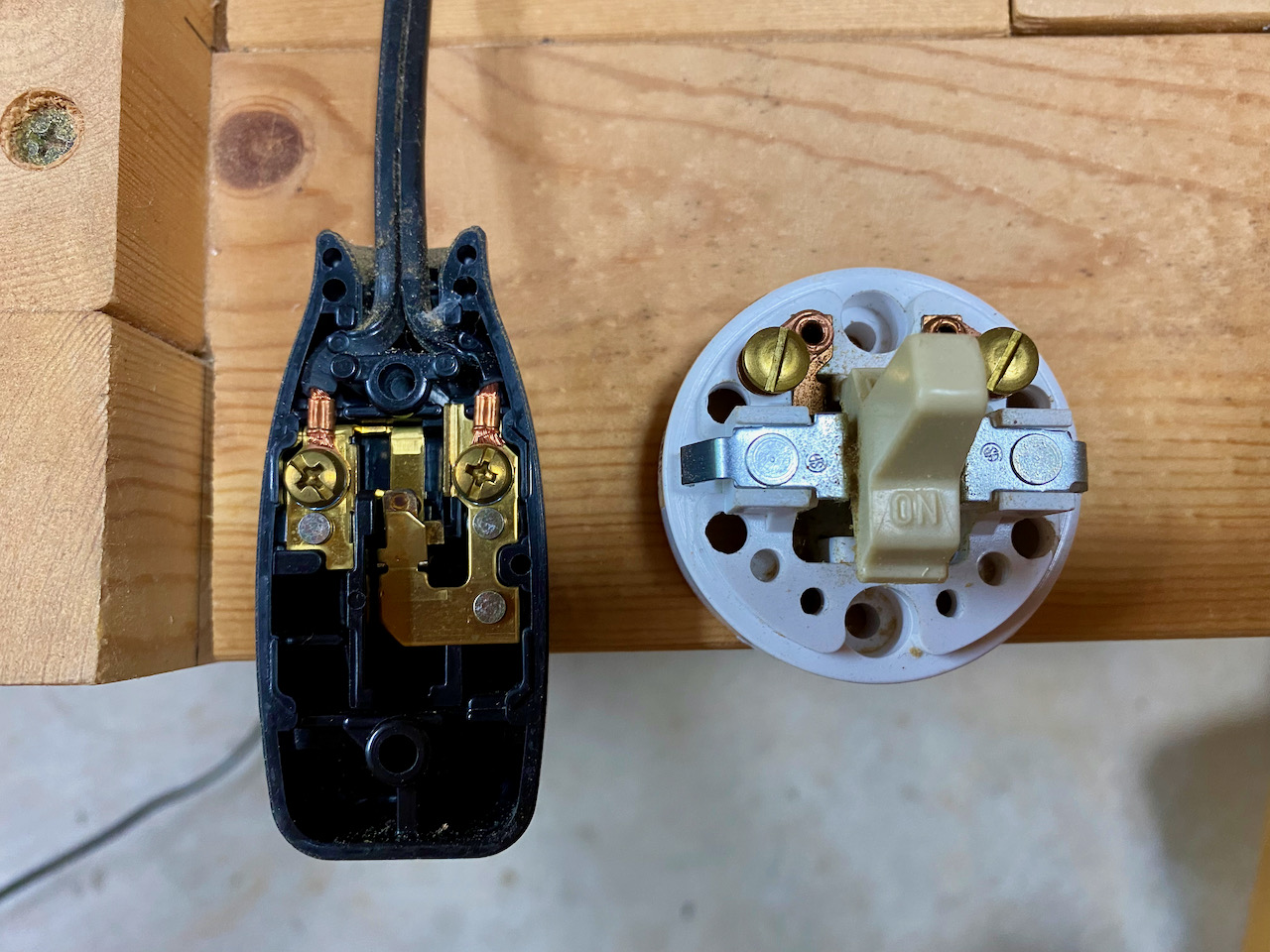
丸鋸本体の電源スイッチはオンの状態でロックし、手元で電源オンオフの操作ができるよう、スイッチを取り付けます。左のスイッチから右のスイッチに変更します。

上がオン、下がオフ。

手前に立って操作します。
刃の周囲に大きな開口部があり、切断した小さな材がここから落下して、丸鋸の回転部に挟まると極めて危険。仕様変更する必要がありそうです。

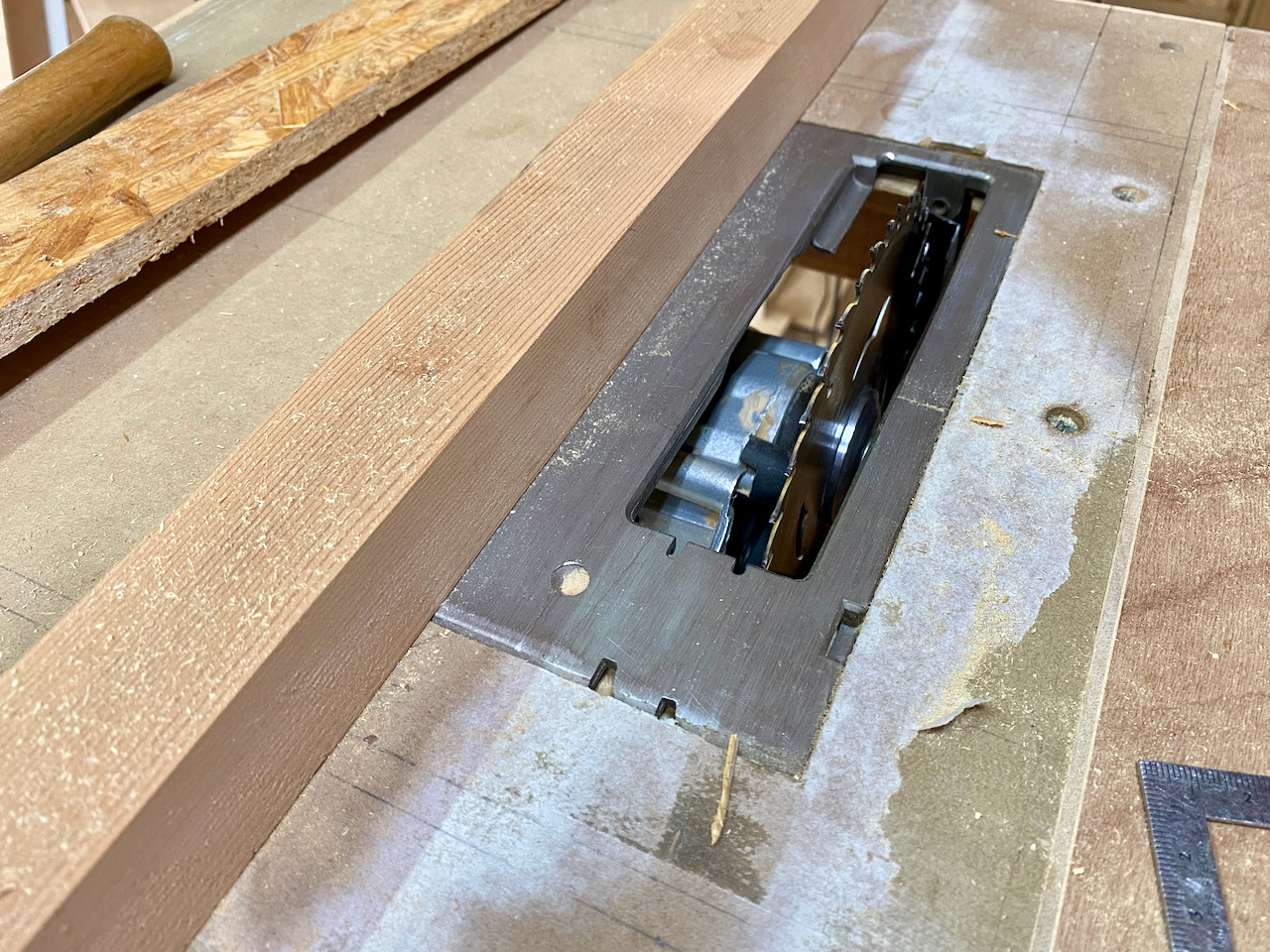
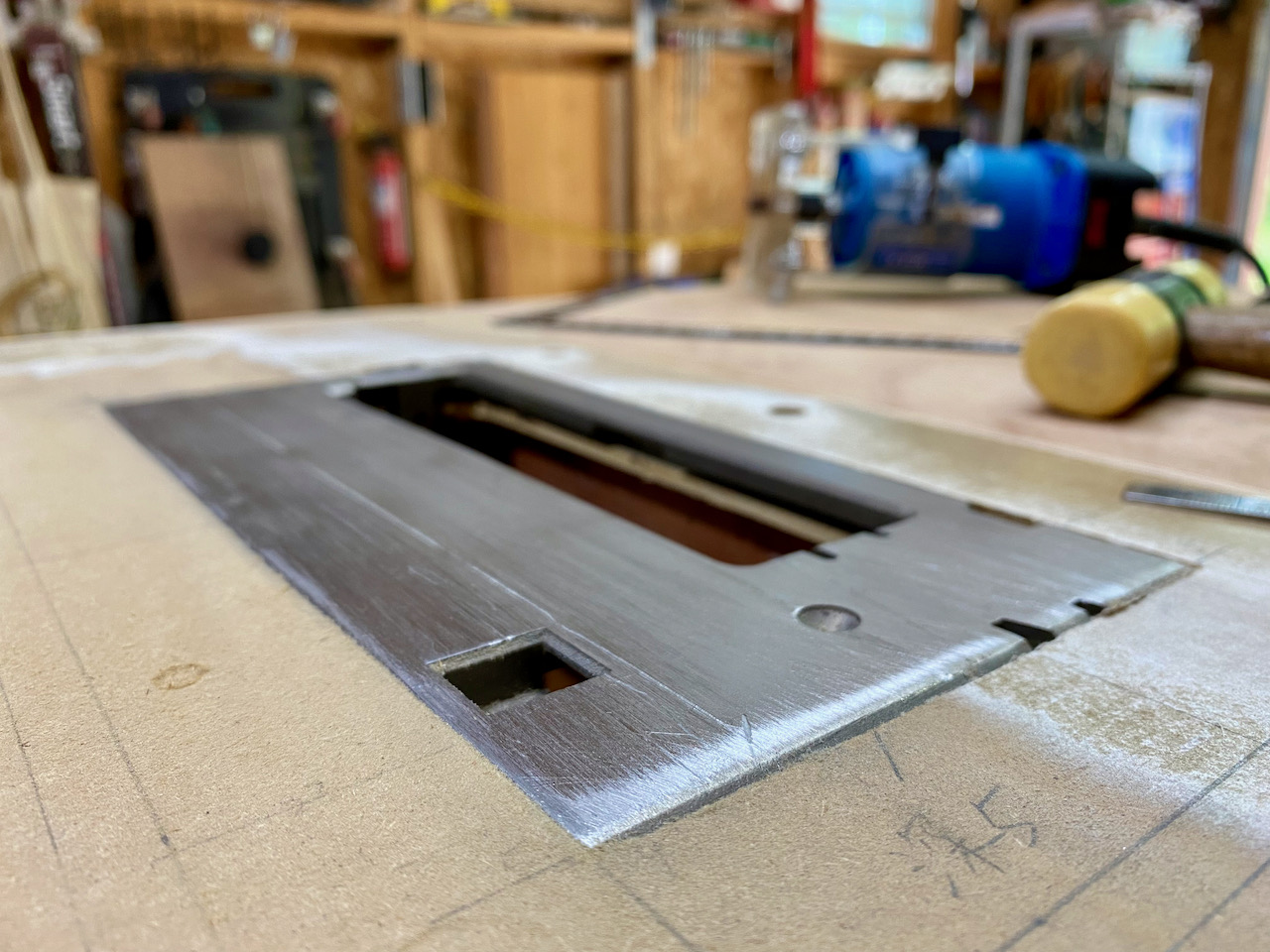
トリマーで切削した開口部は二段構造になっており、外周部に丸鋸のベースの厚み分、彫り下げています。

開口部の形状を微調整しやすいように丸鋸本体からベースを取り外しました。

ベースと天板が面一になるよう、1ミリ未満の精度で微調整中。完全に面一にしておかないと、切断する材を送る際に材が引っ掛かります。
開口部を微調整している際に二枚重ねの天板がしっかりと密着されていないことに気づいたので、再度、接着中。
丸鋸ベースと天板がほぼ面一になっています。手前から切断する材を送ります。

裏側から見るとこんな感じ。

取り外した丸鋸本体を元通りにベースに取り付けようとすると、ビスを締めるスペースがないことに気付いたので、テーブルフレームの2x4材にドライバー用の穴を貫通させました。
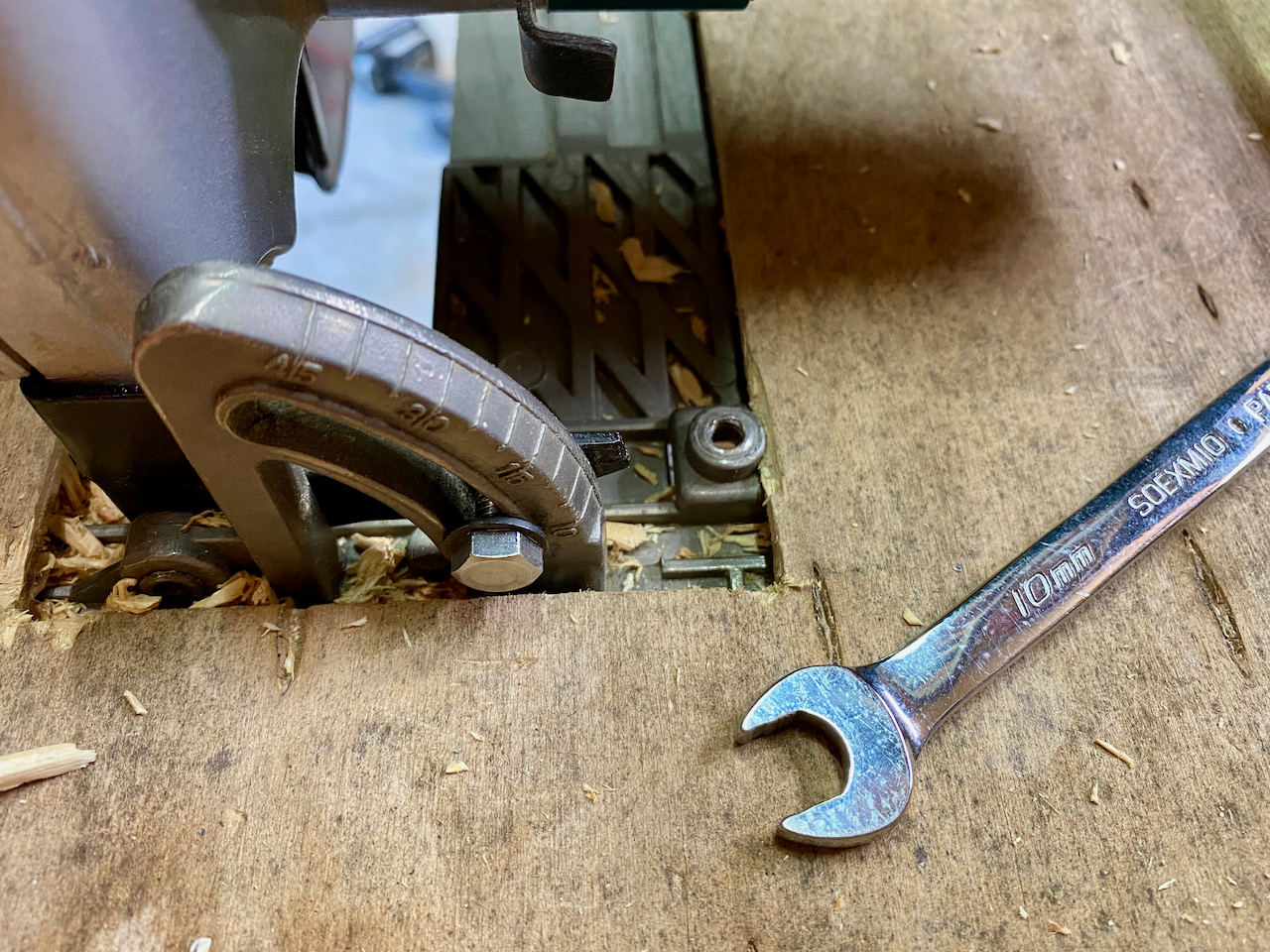
切削角度を調整する蝶ナットが干渉したので、六角ボルトに変更しました。

テーブルソーに使用する丸鋸は20年近く前に初めて買ったSHINKO製電気丸ノコSCS-165Kに決定しました。モーターは決して丈夫とは言えませんが、最大切り込み深さが55mmあり、厚みのある材を切断可能なことがこの丸鋸を選ぶ主な理由です。それと、Makitaの丸鋸2台を入手してから出番がなかったことも選択理由です。
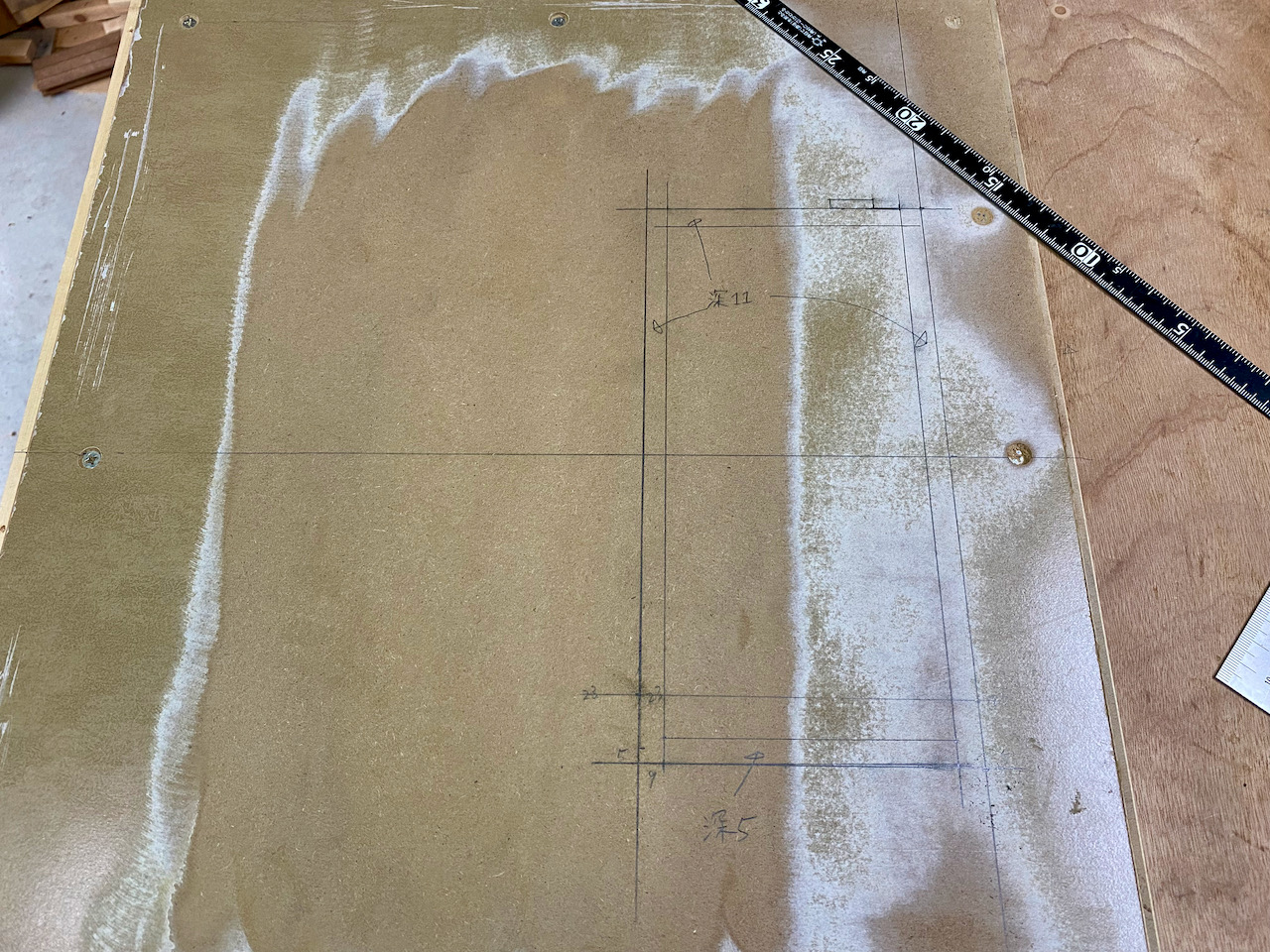
天板表側からベースの寸法を描き写しました。内側の墨線に沿ってトリマーで切削して開口部を作ります。

丸鋸のベース表面とテーブル天板を面一にしようと計画しています。ぴったりサイズの開口部にすれば、丸鋸を固定する必要はないかと考えています。(完成後に試し切りして問題が生じたので、この方式はやめて別の固定方法に変更しました。)

コンパネを天板にしようとしましたが、厚みが不足してトリマーテーブル側の天板と高さが合わない。

天板の下にスペーサーを挟みましたが...

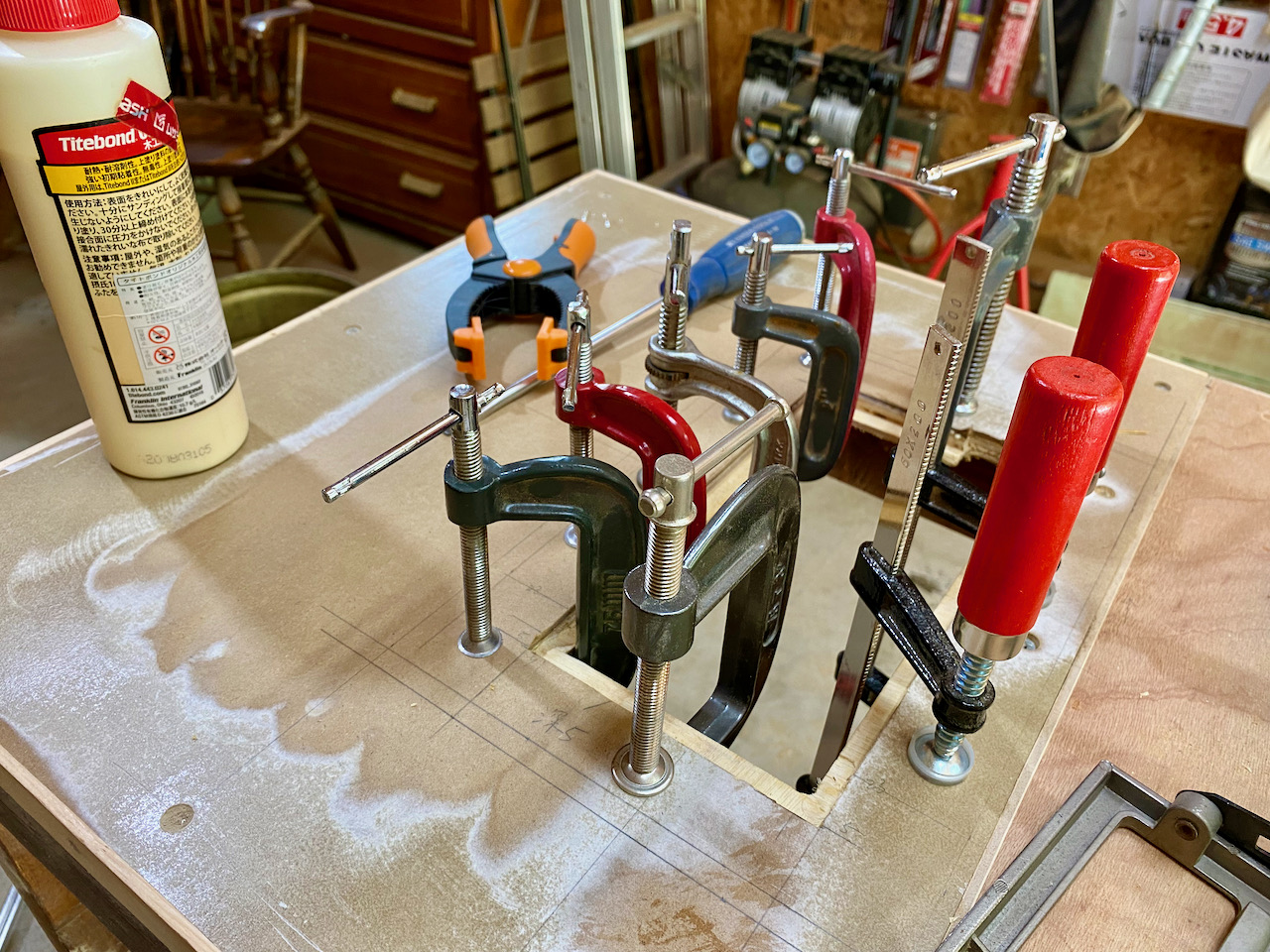
それでも高さが合わないので、スペーサーを取り外して薄い合板を重ねることにしました。天板の縁にフレームを取り付けて、木工ボンドで接着中。乾燥後にフレームの厚みを調整して直角が出るよう、釘やビスは使わない。

延長部分の天板フレームもクランプを使いやすくするために2x4材を二重にしました。

重いテーブルを上下逆に裏返して、キャスターをコーナー部分に取り付けました。キャスター二個はロック機構付き。

この時点ではどの丸鋸をどのようにして天板に取り付けるか未定です。